Rouleau de surfaçage
Conception sur mesure OEM
Nom du produit : Broyeur vertical / Presse à rouleaux Rouleau de surfaçage / Rouleau de rechargement dur de presse à rouleaux
Procédé de fabrication : Forgeage et surfaçage
Machines applicables : Presse à rouleaux, broyeur vertical
Types de matériaux : 35CrMoA OU 42CrMoA + couche de revêtement dur
Industries concernées : Ciment, produits chimiques, électricité, métallurgie, matériaux de construction, matériaux réfractaires
Matériaux adaptables : Ciment, calcaire, scories, coke, charbon et autres matériaux
Notre service:
1. Avant la vente, nous comprendrons parfaitement les conditions de travail du client et recommanderons au client la sélection de matériaux la plus appropriée.
2. Fournir aux clients des dessins basés sur leurs modèles de machines, les dimensions des pièces de rechange, etc.
3. Après la vente, nous continuerons à prêter attention à l'utilisation du produit et à fournir une aide rapide.
Si vous avez besoin d'informations techniques détaillées sur le produit ou si vous ne trouvez pas le produit dont vous avez besoin sur le site Web, veuillez nous envoyer un e-mail (cnwearparts@lyzhili.com), car nous sommes une usine personnalisée de pièces de rechange pour fours rotatifs.
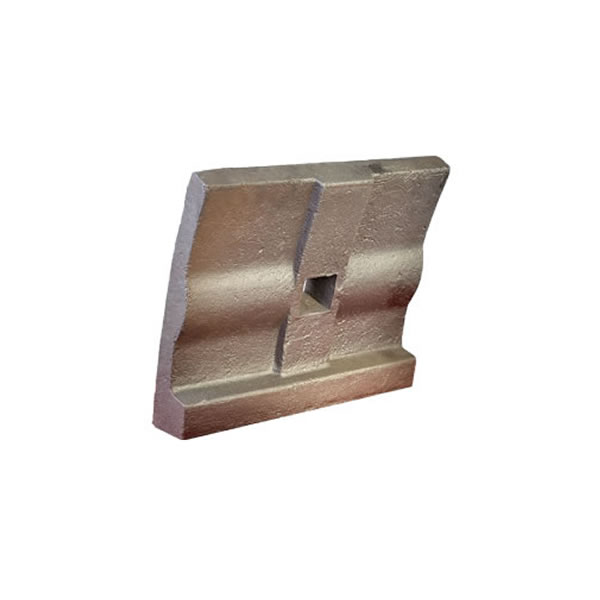
Le matériau du rouleau d'extrusion de la presse à rouleaux est 42CrMo et 35CrMo, qui peuvent être fabriqués selon les exigences spécifiques des clients.
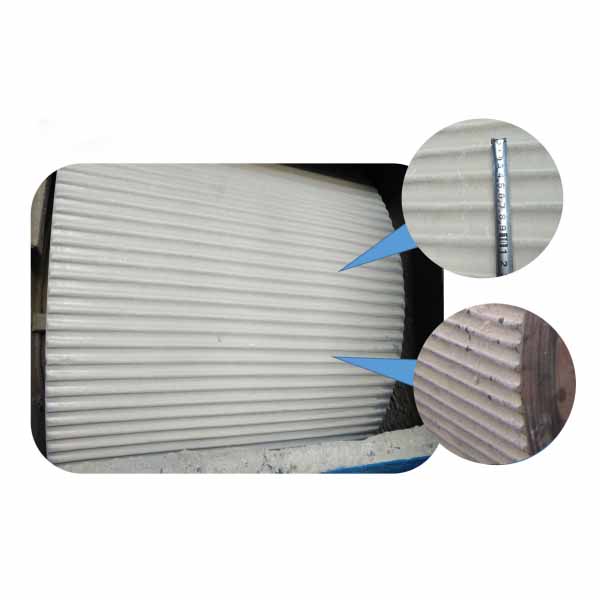
La base du rouleau de revêtement est en acier faiblement allié forgé à haute résistance et bonne ténacité. Ensuite, la surface de la base est plaquée et le revêtement isolant circonférentiel est adopté cercle par cercle et couche par couche. Les motifs de surface du rouleau de revêtement comprennent un motif à une ligne, un motif en losange, un motif ondulé circonférentiel, un motif à chevrons, etc. Le manchon du rouleau présente une dureté de surface élevée, une résistance à l'usure, une dureté de trou interne appropriée, un traitement et une incrustation pratiques, un faible coût, un prix bas et une longue durée de vie.
Introduction au procédé de surfaçage par extrusion à rouleaux :
1. Retirez la couche dure résiduelle et les fissures sur la surface du rouleau. Utilisez un gougeage à l'air à arc au carbone pour nettoyer soigneusement la zone de surface de la surface du rouleau, nettoyez la couche dure résiduelle, les fissures, la poussière, la rouille, etc., et polissez-la pour révéler le lustre métallique.
2. Couche de base de soudage de surface. Utilisez du fil de soudage ZD1 pour le surfaçage. Grâce au soudage de la couche inférieure, la surface inégale du rouleau forme une surface cylindrique extérieure relativement plate, ce qui est pratique pour le soudage de la couche tampon et de la couche résistante à l'usure.
3. Utilisez du fil de soudage ZD2 pour souder la couche tampon. Le fil de soudage ZD2 est un matériau de surface à haute résistance et à dureté moyenne avec une bonne résistance à la fatigue et une bonne adhérence, et présente en même temps une certaine résistance à l'usure, qui joue un bon rôle de pont entre le corps du rouleau et la couche résistante à l'usure. Une bonne sélection du matériau de la couche tampon et un bon soudage sont des conditions préalables importantes pour assurer le fonctionnement sûr et efficace de la couche résistante à l'usure.
4. Utilisez du fil de soudage ZD3 pour souder la couche résistante à l'usure. Veillez à mesurer la taille et la rondeur du corps du rouleau pendant le soudage, et soudez jusqu'à ce que le corps du rouleau atteigne la taille requise.
5. Enfin, soudez les barres horizontales résistantes à l'usure. Une fois la couche résistante à l'usure soudée, utilisez le fil de soudage ZD310 pour souder les barres horizontales.

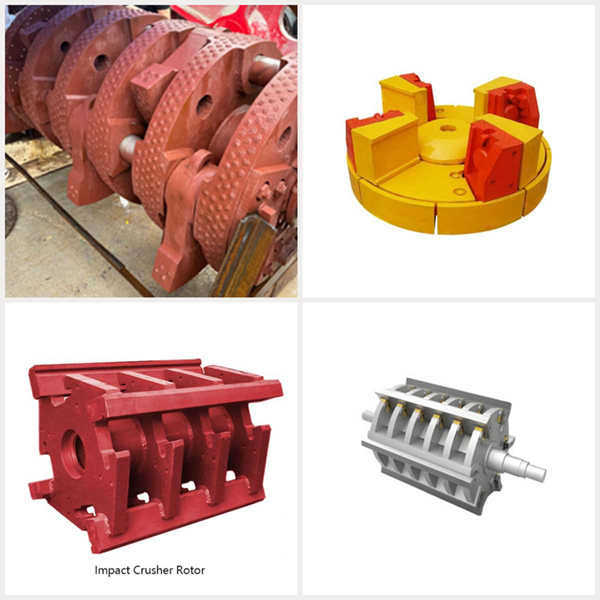
Il convient au concassage moyen et fin de matériaux de dureté moyenne tels que le calcaire, les scories, le coke, le charbon et d'autres matériaux dans le ciment, la chimie, l'énergie électrique, la métallurgie, les matériaux de construction, les matériaux réfractaires et d'autres secteurs industriels.
Le manchon du rouleau peut être remplacé et la surface réparée en fonction de l'utilisation du client, de sorte que le client peut réutiliser les rouleaux mis au rebut avec les produits et services les plus économiques et les plus efficaces. Dans le même temps, de nouveaux rouleaux peuvent être fabriqués selon les exigences de dessin du client pour fournir un support solide pour répondre aux besoins de production du client.
Introduction au processus de production des rouleaux et des manchons de rouleaux :
1. Le nouveau rouleau ou manchon de rouleau est fabriqué à partir de pièces forgées en acier 35crmo ou 42crmo, et l'épaisseur du manchon de rouleau n'est pas inférieure à 220㎜ ou identique à l'épaisseur du manchon de rouleau d'origine.
2. La pièce forgée a été trempée et revenue et des défauts ont été détectés.
3. Usinage des rouleaux et des manchons de rouleaux selon les exigences de taille du dessin composite.
4. Une épaisseur de 20 mm est réservée sur la surface du nouveau rouleau et du nouveau manchon du rouleau pour le surfaçage.