Zhili New Materials Company est engagée dans l'industrie de la production et de la réparation de rouleaux de presses à rouleaux depuis de nombreuses années et possède une riche expérience. Le rouleau à goujon est un nouveau produit qui est utilisé plus fréquemment ces dernières années. Nous avons résumé les principales manifestations de défaillance des rouleaux à goujon à titre de référence pour les professionnels du secteur. Outre l'usure normale, les principaux modes de défaillance du rouleau à pointes sont les suivants :
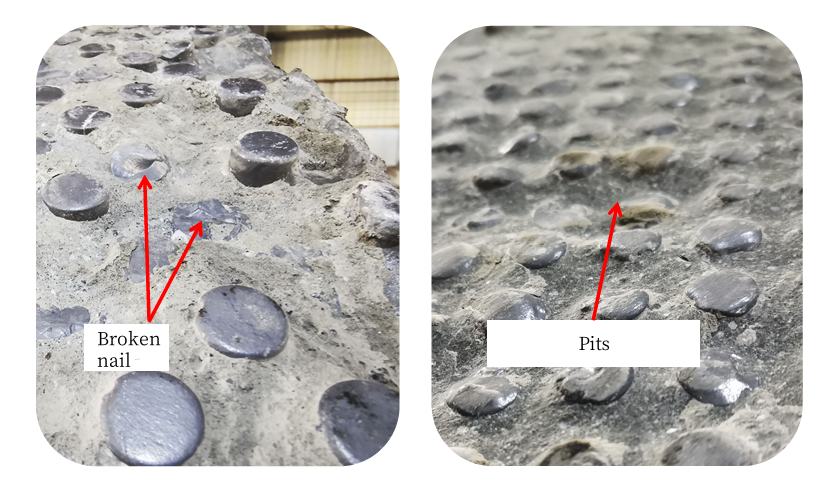
1. Ongles cassés
En général, le diamètre des broches du rouleau à broches est de 16 mm à Φ22 mm. Une fois les broches installées sur la base du manchon du rouleau, elles sont 3 à 5 mm plus hautes que la surface de la base comme couche anti-usure.
En raison du diamètre limité des clous de colonne et de la dureté élevée et de la faible résistance aux chocs du carbure de tungstène, lorsque de gros morceaux de matériau et des corps étrangers métalliques pénètrent entre les deux rouleaux, lorsqu'un seul clou de colonne est soumis à une force d'impact importante dans la direction radiale, le clou de colonne est sujet aux « clous cassés ». Après la rupture du clou de colonne, étant donné qu'aucun tampon de matériau ne peut être formé autour du clou de colonne cassé, si le clou cassé n'est pas remplacé à temps, la base autour du clou cassé accélérera l'usure en raison du manque de protection du tampon de matériau, formant des piqûres. Les piqûres font également que les goujons environnants sont trop exposés à la base, ce qui les rend plus susceptibles de se casser.
Compte tenu des raisons ci-dessus, lors de l'utilisation du rouleau à pointes, les exigences de contrôle des matériaux en vrac et des corps étrangers métalliques doivent être extrêmement strictes. Cependant, en raison de diverses conditions objectives, il est difficile pour la plupart des matériaux sur site de répondre aux conditions matérielles idéales pour le rouleau à pointes.
2. La fatigue de la base du manchon du rouleau provoque un délestage à grande échelle
Lorsque le rouleau à clous de colonne est sous pression, la pression agit directement sur le dessus du clou de colonne et est ensuite transmise au fond du trou de la matrice à travers le clou de colonne. La surface supérieure des goujons du rouleau à goujons est généralement de 3 à 4 mm plus haute que la surface de la base du manchon du rouleau. Lorsque le rouleau est sous pression, la pression supportée par les goujons est généralement supérieure à la pression supportée par la surface de base. Lors de l'utilisation réelle de la presse à rouleaux, deux situations entraîneront une augmentation exponentielle de la pression du substrat :
1) La surface du rouleau est comprimée localement ;
Lorsqu'il y a de gros morceaux de matériau ou des corps étrangers métalliques entre les deux rouleaux, la surface du rouleau sera sous pression locale au moment de l'extrusion.
La pression sur la matrice augmentera plusieurs fois par rapport à celle exercée lorsqu'elle est comprimée uniformément. Calculée à 5 fois la pression, la pression sur la matrice atteindra plus de 1500 MPa, ce qui dépassera la limite d'élasticité de la matrice (la limite d'élasticité de la matrice de rouleaux à goujons conventionnelle est d'environ 1000 à 1200 MPa). Combinées à l'influence des contraintes alternées, des fissures de fatigue apparaîtront au fond du trou de matrice du rouleau à goujon après un fonctionnement à long terme. Lorsque les fissures de fatigue au fond des pores de la matrice locale continuent de s'étendre et finissent par se croiser, la matrice subit une « délamination ».
2) La surface de contact entre le bas du clou de la colonne et le trou de base est insuffisante ;
Lors du traitement du trou de base du rouleau à goujon, en raison de l'usure de l'outil, les dimensions de la surface sphérique du fond de tous les trous de goujon d'un rouleau à goujon auront différents degrés de tolérance. De plus, il existe également une certaine plage de tolérance lors du traitement de la tête sphérique au bas du goujon en carbure de tungstène. La combinaison de ces deux facteurs permet d'obtenir un ajustement à 100 % entre le bas du clou de la colonne et le trou de base après assemblage, qui n'existe qu'en théorie. Lorsque les tolérances du goujon et du trou ne correspondent pas, un contact local ou un contact linéaire peut se produire entre le goujon et le trou, ce qui augmente la pression du trou de base plusieurs fois lorsqu'il est sous pression (par exemple, lorsque la tête sphérique du goujon est en contact avec le trou sur seulement 25 % de sa surface, la pression sur le trou de base local est 4 fois supérieure à la pression sur le dessus du goujon). En raison de la pression dépassant de loin la limite d'élasticité du matériau et de l'influence des contraintes alternées, des fissures de fatigue apparaîtront au fond du trou de base du rouleau à pointes après un fonctionnement à long terme. Lorsque les fissures de fatigue au fond des pores de la matrice locale continuent de s'étendre et finissent par se croiser, la matrice subit une « délamination ».

Il s’agit d’un mode de défaillance courant des rouleaux à clous pour colonnes. Notre société peut fournir de nouveaux rouleaux ou les réparer sur la base d'origine. Le plan spécifique doit être déterminé en fonction de la situation réelle. Les clients qui ont des problèmes d’usure des rouleaux peuvent communiquer avec nous et nous leur fournirons une gamme complète de services.